注塑模具裝配必看!5個(gè)關(guān)鍵要點(diǎn)避免90%的生產(chǎn)問(wèn)題
文章出處:公司新聞 網(wǎng)責(zé)任編輯: 模具工廠 閱讀量:0 發(fā)表時(shí)間:2025-03-13
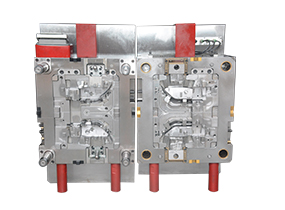
注塑模具的裝配精度,直接決定了塑料制品的質(zhì)量和生產(chǎn)效率。無(wú)論是新模具調(diào)試還是舊模維修,掌握這5個(gè)裝配要點(diǎn),能大幅減少飛邊、缺料、卡模等常見(jiàn)問(wèn)題。
1. 零件清潔:灰塵是模具的隱形殺手
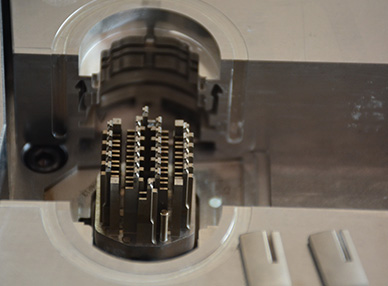
裝配前必須用酒精或壓縮空氣清理型芯、型腔表面的油污和金屬碎屑。曾有工廠因未清理干凈,導(dǎo)致手機(jī)殼模具合模時(shí)嵌入沙粒,產(chǎn)品表面出現(xiàn)麻點(diǎn),報(bào)廢率飆升20%。特別注意滑塊、頂針等精密部件的縫隙,避免異物卡住運(yùn)動(dòng)機(jī)構(gòu)。
2. 定位精準(zhǔn):0.02mm誤差影響全局
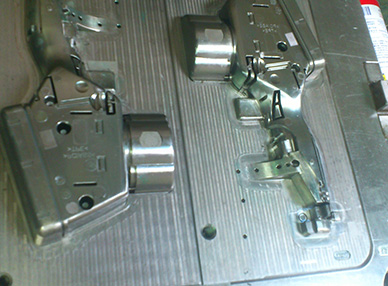
模具的定位環(huán)和導(dǎo)柱導(dǎo)套必須焊接緊密。以汽車(chē)保險(xiǎn)杠模具為例,若分型面錯(cuò)位超過(guò)0.05mm,注塑時(shí)會(huì)產(chǎn)生飛邊,后期修模成本增加3倍。裝配時(shí)可用紅丹粉檢查接觸面積,確保定位面貼合率>95%。
3. 緊固力矩:螺絲不是越緊越好
型芯固定板、模腳等部件的螺絲需按圖紙扭矩?cái)Q緊(如M12螺絲通常為50N·m)。某家電模具廠曾因螺絲過(guò)緊導(dǎo)致模板變形,注塑件出現(xiàn)縮痕,最終更換整套模板才解決問(wèn)題。建議使用扭矩扳手,避免憑手感操作。 4. 運(yùn)動(dòng)測(cè)試:模擬100次開(kāi)合模
裝配后手動(dòng)推動(dòng)滑塊、頂針,檢查是否卡頓。某玩具模具因頂針孔未倒角,試模時(shí)頂針斷裂,型芯被頂針?biāo)樾祭瓊M扑]用黃油潤(rùn)滑運(yùn)動(dòng)部件,觀察回位是否順暢,同時(shí)記錄頂出行程是否符合設(shè)計(jì)值。

4. 試模驗(yàn)證:首件檢驗(yàn)3個(gè)維度
① 尺寸:用三坐標(biāo)測(cè)量關(guān)鍵孔位,如手機(jī)殼的攝像頭孔偏差需<±0.08mm;
② 外觀:檢查分型線是否均勻,飛邊厚度<0.03mm;
③ 功能:測(cè)試卡扣、螺柱的裝配手感,如筆記本電腦外殼的卡扣需能承受50次開(kāi)合無(wú)松動(dòng)。
注塑模具的裝配不是“擰螺絲”,而是對(duì)精度的極致追求。某精密模具廠嚴(yán)格執(zhí)行這5點(diǎn)后,模具調(diào)試周期從7天縮短至2天,產(chǎn)品合格率提升15%。記住:好的裝配是注塑生產(chǎn)的第一粒“定心丸”。
熱門(mén)文章
最新資訊
- 雙色模具注塑制作的注意事項(xiàng)
- 雙色模具注塑加工工藝
- 模具的維護(hù)保養(yǎng)怎么做呢?
- 注塑模具加工中的收縮痕該如何避免呢?
- 哪些因素會(huì)影響塑膠模具的壽命呢?
- 注塑成型常見(jiàn)問(wèn)題?充填不足
- 注塑成型常見(jiàn)問(wèn)題之氣泡
- 注塑成型常見(jiàn)問(wèn)題之翹曲、變形
- 注塑成型常見(jiàn)問(wèn)題之燒傷
- 注塑成型常見(jiàn)問(wèn)題之龜裂
- 雙色模具注塑和二次注塑有什么區(qū)別
- 雙色注塑模具如何更換原料
- 2018年模具行業(yè)發(fā)展前景方向分析
- 如何確定塑膠模具進(jìn)膠口的進(jìn)膠方式
- 好的雙色模具應(yīng)該使用什么技術(shù)與設(shè)備呢?
- 注塑模具裝配必看!5個(gè)關(guān)鍵要點(diǎn)避免90%的生產(chǎn)問(wèn)題
- PET注塑成型的工藝條件是什么?
- 注塑成型主要需要的步驟以及種類(lèi)?
- 如何選擇塑膠模具材料及硬度?
- 單色注塑機(jī)可做雙色產(chǎn)品嗎?